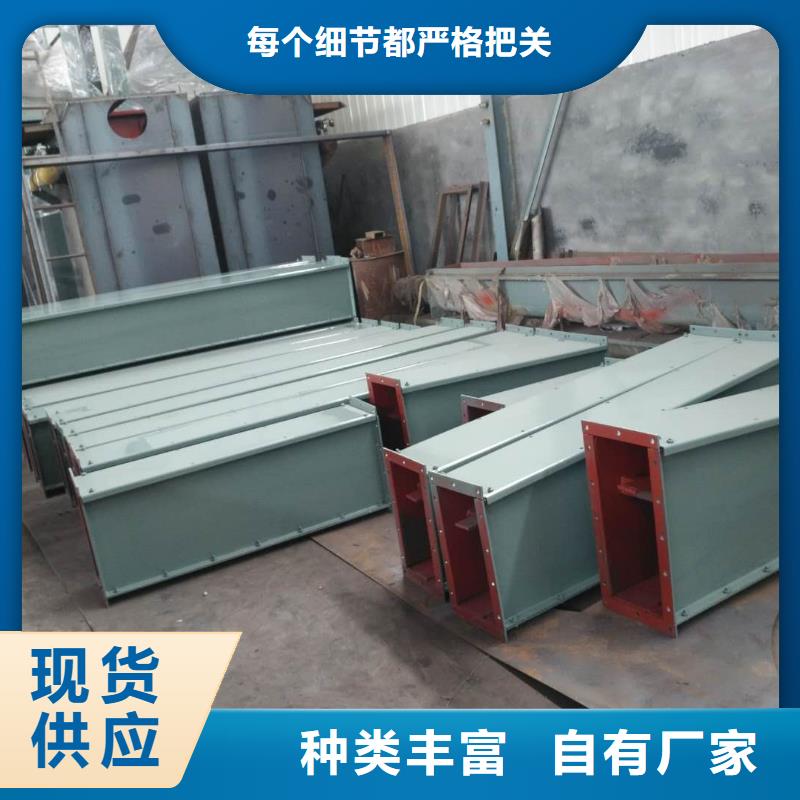
我们的周边FU270刮板机工厂直销产品视频已经准备好,它将为您呈现产品的完美细节,让您为之惊叹不已。
以下是:内蒙古锡林郭勒周边FU270刮板机工厂直销的图文介绍


内蒙古锡林郭勒刮板输送机的要求需覆盖**设备防护、电气合规、物理隔离、操作规范**四大核心,从硬件设计到人为操作全流程规避风险,尤其针对矿山、化工等高危应用场景需更严格。### 1. 核心保护装置:杜绝设备故障引发事故- **断链/断带保护**:必须配备断链(或断带)检测装置,当链条断裂、打滑或张紧力不足时,能自动触发停机,防止刮板或链条甩出伤人。- **过载保护**:通过扭矩限制器、电流监测等方式,当电机过载(如物料堵塞、卡阻)时,立即切断电源,避免电机烧毁或传动部件损坏引发连锁风险。- **防跑偏保护**:机身两侧需安装跑偏传感器,当刮板或输送带偏离轨道超过设定范围时,设备自动报警并停机,防止机身变形或物料洒漏堆积。- **紧急停机装置**:沿输送机全长每10-15米需设置1个紧急停机按钮(或拉绳开关),按钮需醒目且易于操作,确保任何位置的人员都能快速切断电源。---### 2. 电气系统:适配工况防漏电/防爆- **防爆设计(特殊场景必备)**:矿山、化工等存在易燃易爆气体/粉尘的场景,电气部件(电机、控制柜、接线盒)必须符合防爆标准(如Ex d IIB T4),避免电火花引燃环境介质。- **防尘防水**:电气箱、接线端口需做IP54及以上防护,防止粉尘、水汽进入导致短路或漏电,潮湿环境需额外做防腐处理。- **接地可靠**:设备金属外壳、电机、控制柜必须单独接地,接地电阻≤4Ω,避免漏电时人员触电。---### 3. 物理隔离与防护:防止人员接触危险部件- **运动部件封闭**:机头、机尾的传动装置(如链轮、减速器)必须加装防护罩,刮板运行区域(机槽上方)需覆盖密封盖板,严禁裸露运动部件。- **机身防护栏**:输送机两侧(尤其是有人通行的区域)需设置高度≥1.2米的防护栏,栏间距≤12厘米,防止人员误入或肢体接触刮板。- **警示标识**:机身显著位置需张贴“禁止跨越”“设备运行中”“小心夹伤”等警示标志,夜间或光线不足场景需搭配警示灯。---### 4. 操作与维护规范:人为操作零失误- **开机前检查**:每次启动前必须确认刮板、链条无变形卡阻,保护装置(急停、跑偏、过载)功能正常,物料无堵塞,方可空载启动。- **严禁违规操作**:运行中禁止用手清理机槽内的物料、触摸运动部件;禁止跨越输送机(需走专用通道或过桥);禁止在设备上堆放工具、杂物。- **维护**:检修时必须切断总电源并挂“有人工作,禁止合闸”警示牌,必要时派专人监护;更换链条、刮板时需用支架固定机身,防止部件坠落。---为帮你更直观落地管控,我可以整理一份**刮板输送机检查对照表**,包含每日开机前、运行中、每周维护的关键检查项(如保护装置测试、接地电阻检测等),你可直接打印用于现场排查,需要吗?



10多年来,衡泰重工机械制造(锡林郭勒市分公司)一路走来,风雨兼程,有成功也有挫折;未来的日子,我们誓写历史新篇章,与您共创快乐生活!公司理念:以市场需求为导向,以 通风蝶阀产品质量为中心;传播快乐,未来。经营方针:诚信是资本,质量是生命,创新是动力。企业精神:创新、团结、拼搏。


内蒙古锡林郭勒1. 刮板端面磨损变薄(厚度<原尺寸50%);2. 链环节距变大(超原尺寸3%);3. 链环外链板与链轮啮合处出现“台阶状”磨损 | 1. 链环焊缝或圆角处有细微裂纹(肉眼可见或用放大镜观察);2. 断链断面呈“粗糙纤维状”(而非平整剪切面);3. 链环出现“塑性变形”(如弯曲、拉伸变长) | 1. 链环表面有红锈/白锈(氧化腐蚀);2. 链环铰接处因腐蚀卡滞,无法灵活转动;3. 材质表面出现“点蚀坑”(酸碱腐蚀) | 1. 链环直接拉断(断面平整,无明显磨损或裂纹);2. 刮板变形严重(如弯折90°以上);3. 电机接线盒烧蚀、减速器齿轮崩齿 || **中部槽** | 1. 槽体底板磨损变薄(局部厚度<原尺寸40%);2. 槽体侧壁有“划痕状”磨损痕迹;3. 槽体对接处因磨损出现较大错口 | 1. 槽体焊缝开裂(尤其是机头/尾衔接处);2. 槽体出现“波浪形变形”(长期循环载荷导致) | 1. 槽体内壁有大面积锈蚀;2. 槽体焊缝处因腐蚀出现“锈迹裂纹” | 1. 槽体直接被物料冲击变形(如凹陷、侧壁弯折);2. 槽体连接螺栓断裂(多根同时断裂) || **机头/尾部件** | 1. 链轮齿面磨损(齿顶变平,齿厚<原尺寸30%);2. 轴承端盖有“磨粉状”碎屑(轴承磨损) | 1. 链轮轮毂与轴的配合处出现裂纹;2. 减速器输出轴断裂(断面有疲劳纹路) | 1. 链轮表面锈蚀,齿间卡滞锈渣;2. 轴承内圈因腐蚀出现“点蚀” | 1. 减速器箱体开裂(受冲击载荷);2. 电机风扇叶断裂(过载导致转速异常) |**判断逻辑**:若某类失效特征在多个部件同时出现(如刮板、链环、链轮均有明显磨损),且程度严重(如刮板厚度已磨损至报废标准),则该失效类型即为初步判定的主导模式。### 三、第三步:数据化检测——用定量数据验证“主导失效”直观检测可能存在误差,需通过专业工具测量关键参数,用数据量化失效程度,终锁定主导模式。常用3类检测方法:1. **磨损量定量检测** - 工具:数显卡尺、超声波测厚仪、磨损量对比样板。 - 检测参数: - 刮板厚度:测量刮板端面3个点,若平均厚度<原设计值的50%,或单点磨损量>3mm/月(按运行时间换算),说明**磨损是主导失效**; - 链环节距:随机抽取10个链环,测量节距平均值,若超原节距3%(如原节距22mm,实测>22.66mm),则磨损主导; - 中部槽底板厚度:用超声波测厚仪检测槽体中部(磨损严重处),若厚度<原尺寸40%,或年磨损量>5mm,确认磨损主导。2. **疲劳风险定量检测** - 工具:磁粉探伤仪(MT)、超声波探伤仪(UT)、链条张力测试仪。 - 检测参数: - 链环裂纹:用磁粉探伤检测链环焊缝、圆角等应力集中处,若发现≥2处长度>5mm的表面裂纹,或1处深度>2mm的内部裂纹,说明**疲劳是主导失效**; - 链条张力波动:用张力测试仪测量满载运行时的链条张力,若波动幅度>额定张力的30%(如额定张力200kN,实测波动>60kN),则疲劳风险极高; - 断链断面分析:若断链断面有“疲劳辉纹”(用显微镜观察),且疲劳区面积占断面总面积的70%以上,确认疲劳主导。3. **其他失效类型定量检测** - 腐蚀:用盐分测试仪检测物料或环境中的氯离子含量(>500ppm易引发腐蚀),或测量链环锈蚀面积占比(>30%则腐蚀主导); - 过载:用电机功率记录仪监测运行功率,若持续10分钟以上超额定功率1.2倍,或每月出现≥3次过载跳闸,说明过载主导。**验证逻辑**:若某类失效的量化参数已超过行业报废标准(如磨损量超极限、疲劳裂纹超标),且其他失效类型的参数均在合格范围内,则该失效即为“主导失效模式”;若两类参数均超标(如磨损量和疲劳裂纹均超标的均衡工况),则需对比“失效进展速度”——如磨损导致的寿命剩余<6个月,疲劳导致的寿命剩余>12个月,则磨损仍是主导。### 四、第四步:历史数据追溯——用故障记录交叉验证,调取设备的历史故障记录、维护台账,交叉验证前面的诊断结果,避免“偶发失效”误判为“主导失效”。需重点追溯3类数据:1. **故障频次**:若过去1年中,因“刮板磨损更换”停机10次,因“链环疲劳断链”停机2次,则**磨损是主导失效**;反之则疲劳主导。 2. **维护成本**:若磨损相关维护(换刮板、链环)的年度支出占总维护成本的60%以上,说明磨损主导;疲劳相关维护(探伤、换裂纹链环)支出占比高,则疲劳主导。 3. **寿命偏差**:若刮板、链环的实际更换周期(如6个月)远短于设计寿命(如2年),且失效原因是磨损(而非其他),则磨损主导;若实际寿命短于设计寿命且因断链,则疲劳主导。### 诊断流程总结1. 工况溯源:通过物料、运行、环境参数,定失效风险大方向; 2. 直观检测:看关键部件外观特征,初步定性失效类型; 3. 数据检测:用专业工具量化失效程度,验证主导模式; 4. 历史追溯:查故障/维护记录,交叉确认终结论。要不要我帮你整理一份**《刮板输送机主导失效模式诊断 Checklist》**?按“工况分析、现场检测、数据验证、历史追溯”四个模块,列出每个步骤的关键检测项、工具及判断标准,你可直接对照现场情况填写,快速锁定主导失效模式。



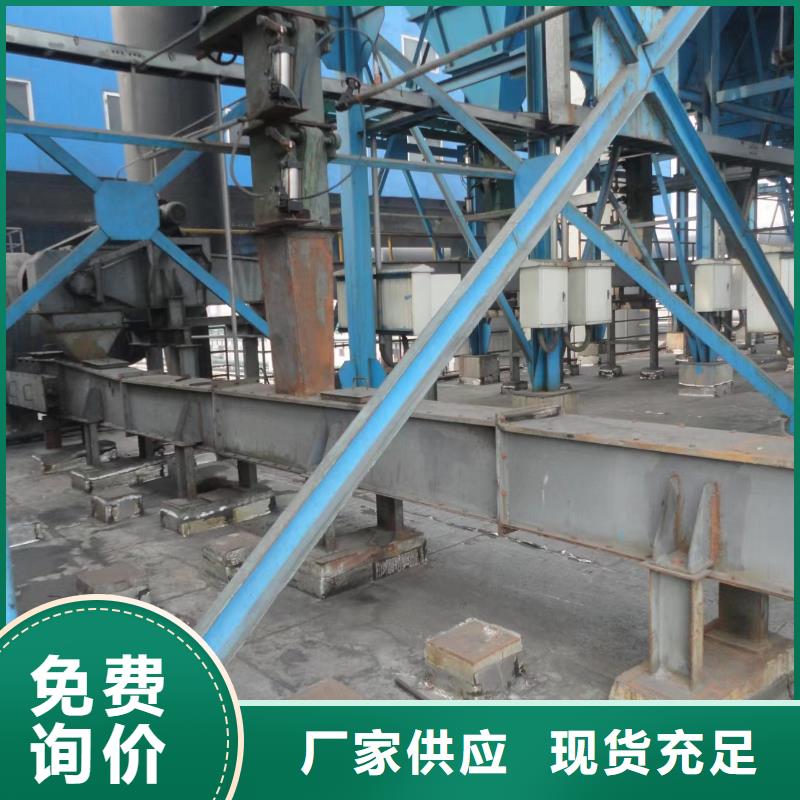
内蒙古锡林郭勒MC埋刮板输送机在水平输送时,物料受到刮板链条在运动方向的压力及物料自身重量的作用,在物料间产生了内摩擦力。这种摩擦力保证了料层之间的稳定状态,并足以克服物料在机槽中移动而产生的外摩擦力,使物料形成连续整体的料流而被输送。MC埋刮板输送机在垂直时,物料受到刮板链条在运动方向的压力,在物料中产生了横方向的侧面压力,形成了物料的内摩擦力。同时由于下水平段的不断给料,下部物料相继对上部物料产生推移力。这种摩擦力和推移力足以克服物料在机槽中移动而产生的外摩擦阻力和物料自身的重量,使物料形成了连续整体的料流而被。判断刮板输送机链条的负载和转速是否正常,需结合“**间接参数监测(如电流、输送量)+ 直观状态观察(如链条形态、声音)+ 工具精准检测**”,两者需同步验证,避免单一指标误判,具体方法按负载、转速分别梳理如下:### 一、链条负载是否正常:核心看“受力是否超范围”链条负载正常与否,本质是“实际工作拉力是否在系数对应的阈值内”,可通过4种方法分层判断,从简单到精准逐步验证:#### 1. 间接判断:看电机电流(易操作,无需停机)- **原理**:链条负载与电机负载正相关(负载越大,电机需输出的扭矩越大,电流越高),可通过电机电流表实时监测。 - **操作方法**: - 先查电机铭牌,确认额定电流(如15kW电机额定电流约30A); - 正常运行时,电流应稳定在**额定电流的70%-**(如30A电机,正常电流21-30A),且无频繁波动(波动≤5A); - 若电流持续超过额定电流的1.2倍(如30A电机超36A),或频繁冲高至1.5倍以上(如超45A),说明链条负载过载(可能因物料堵料、链条卡阻导致); - 若电流长期低于额定电流的50%(如30A电机低于15A),说明负载过轻(可能因喂料不足),长期轻载会导致“大马拉小车”,浪费能耗且链条易因润滑不足磨损。#### 2. 直观观察:看链条形态与运行状态(停机/运行中均可)- **运行中观察**: - 链条量:机头与机尾中间位置的链条,正常量≤50mm;若量突然增大(如超70mm),可能是负载过大导致链条被拉长(短期过载),或长期过载导致链节磨损伸长(需测磨损量); - 啮合状态:正常负载下,链条与链轮啮合应“齿齿贴合”,无跳齿、卡齿;若负载过载,链条受力紧绷,可能出现“链条蹭链轮齿顶”(而非嵌入齿槽),或因瞬间冲击力导致跳齿; - **停机后检查**: - 链环变形:用目视或直尺检查链环,正常链环应平直,无明显弯曲(弯曲量≤2mm);若负载过载,链环可能出现“侧弯”“拉伸变形”(如圆环链的圆弧段变平),需立即更换链节并排查过载原因。#### 3. 工具检测:测链条实际拉力(精准,需专业工具)- **适用场景**:需精准判断负载是否超阈值(如矿山重载场景),或怀疑负载异常但电流无明显波动时。 - **操作方法**: - 在链条上加装“张力传感器”(粘贴式或夹持式),或使用“链条拉力计”(需停机后夹持在链节上); - 启动输送机带料运行,记录实际工作拉力; - 对比“拉力阈值”(拉力=链条破断拉力÷系数,如破断拉力520kN、系数4.5,阈值≈115kN); - 若实际拉力持续超阈值,说明负载过载;若长期低于阈值的50%(如低于57kN),说明负载匹配不合理,需调整喂料量或更换小规格链条(避免浪费)。#### 4. 辅助判断:看物料输送状态(结合工艺需求)- 若输送机设计输送量为50t/h,实际运行中: - 若物料在机槽内“堆积过高”(超过机槽高度的2/3),或出现“断料后机槽内仍有大量残留”,说明喂料过量导致链条负载过载; - 若物料在机槽内“分布不均”(一侧多一侧少),会导致链条单侧受力过载(易引发跑偏和局部链节磨损),需调整进料口的布料装置。### 二、链条转速是否正常:核心看“是否匹配设计输送效率”链条转速正常与否,直接影响输送量(转速越快,输送量越大,前提是喂料跟上),且转速异常可能隐藏传动系统故障(如电机、减速器问题),判断方法分3类:#### 1. 间接判断:通过输送量反算(无需工具,结合工艺)- **原理**:刮板输送机的理论输送量公式为: **输送量Q = 链速v × 刮板间距t × 机槽截面积S × 物料堆积密度ρ × 填充系数k** (填充系数k:粮食类0.6-0.8,矿石类0.4-0.6,可查设计手册) - **操作方法**: - 先查输送机设计参数:链速v(如0.6m/s)、刮板间距t(如0.8m)、机槽截面积S(如0.12m2,宽×高)、物料密度ρ(如煤炭1.4t/m3); - 计算理论输送量:Q=0.6×0.8×0.12×1.4×0.5≈0.0403t/s≈145t/h; - 实际测量输送量:用磅秤称取1小时内输送的物料重量(如实际1小时送100t); - 若实际输送量仅为理论值的70%以下(如100t<145×0.7≈101.5t),可能是链条转速低于设计值(如实际链速0.5m/s,而非0.6m/s);若实际输送量超理论值120%(如超174t),可能是转速过高(需结合电机电流判断是否过载)。#### 2. 直观观察:看链条运行平稳性(运行中)- **匀速性**:正常转速下,链条应“平稳运行”,无忽快忽慢(刮板通过固定观察点的时间间隔一致,如每2秒1个刮板);若转速异常,会出现“刮板间隔忽长忽短”(如电机转速波动、减速器齿轮打滑); - **与电机转速匹配**:若电机运行正常(无异响、转速表显示额定转速),但链条转速明显慢(如刮板移动缓慢),可能是减速器故障(如齿轮磨损导致速比异常)或联轴器打滑(如弹性柱销断裂),需停机检查传动系统。#### 3. 工具检测:直接测链速或链轮转速(精准)- **方法1:测链速(直接)** - 用“激光测速仪”(非接触式):在链条侧面贴反光贴纸,启动输送机后,用测速仪对准反光贴纸,直接读取链速(单位m/s),与设计链速对比(误差应≤5%,如设计0.6m/s,实际0.57-0.63m/s为正常); - **方法2:测链轮转速(间接换算)** - 用“转速表”(接触式或非接触式)测机头主动链轮的转速n(单位r/min); - 按公式换算链速:**v = n × π × D / 60**(D为链轮分度圆直径,单位m,可查链轮图纸,如D=0.5m); - 例:链轮转速n=22.9r/min,D=0.5m,链速v=22.9×3.14×0.5÷60≈0.6m/s(与设计值一致,正常); - 若换算后的链速与设计值误差超10%,说明转速异常,需排查电机(是否缺相、电压不稳)、减速器(是否漏油导致齿轮润滑不足)、链轮(是否磨损导致分度圆直径变小)。### 三、异常处理建议(判断出问题后如何解决)- **负载过载**:先停机清理机槽内堵料,检查链条是否卡阻;若频繁过载,需调整喂料量(降低至设计值以内),或检查张紧装置(是否过紧导致额外阻力); - **负载过轻**:调整进料口的喂料量(提高至设计值的70%-),避免长期轻载; - **转速过低**:检查电机电压(是否低于380V±5%)、减速器油位(是否缺油导致齿轮卡滞)、联轴器(弹性件是否断裂); - **转速过高**:若因电机变频参数设置错误,需调整变频器至设计频率(如50Hz);若因减速器速比选错,需更换对应速比的减速器(长期高转速会导致链条磨损加快)。为帮你更地现场判断,我可以整理一份**刮板输送机链条负载与转速判断流程表**,包含“异常现象→判断方法→标准值→处理措施”(如“电机电流超额定1.2倍→判断负载过载→标准值≤1.2倍额定电流→处理:清理堵料”),你可直接贴在设备旁对照使用,需要吗?





 扫一扫
扫一扫